Search Separators
How We
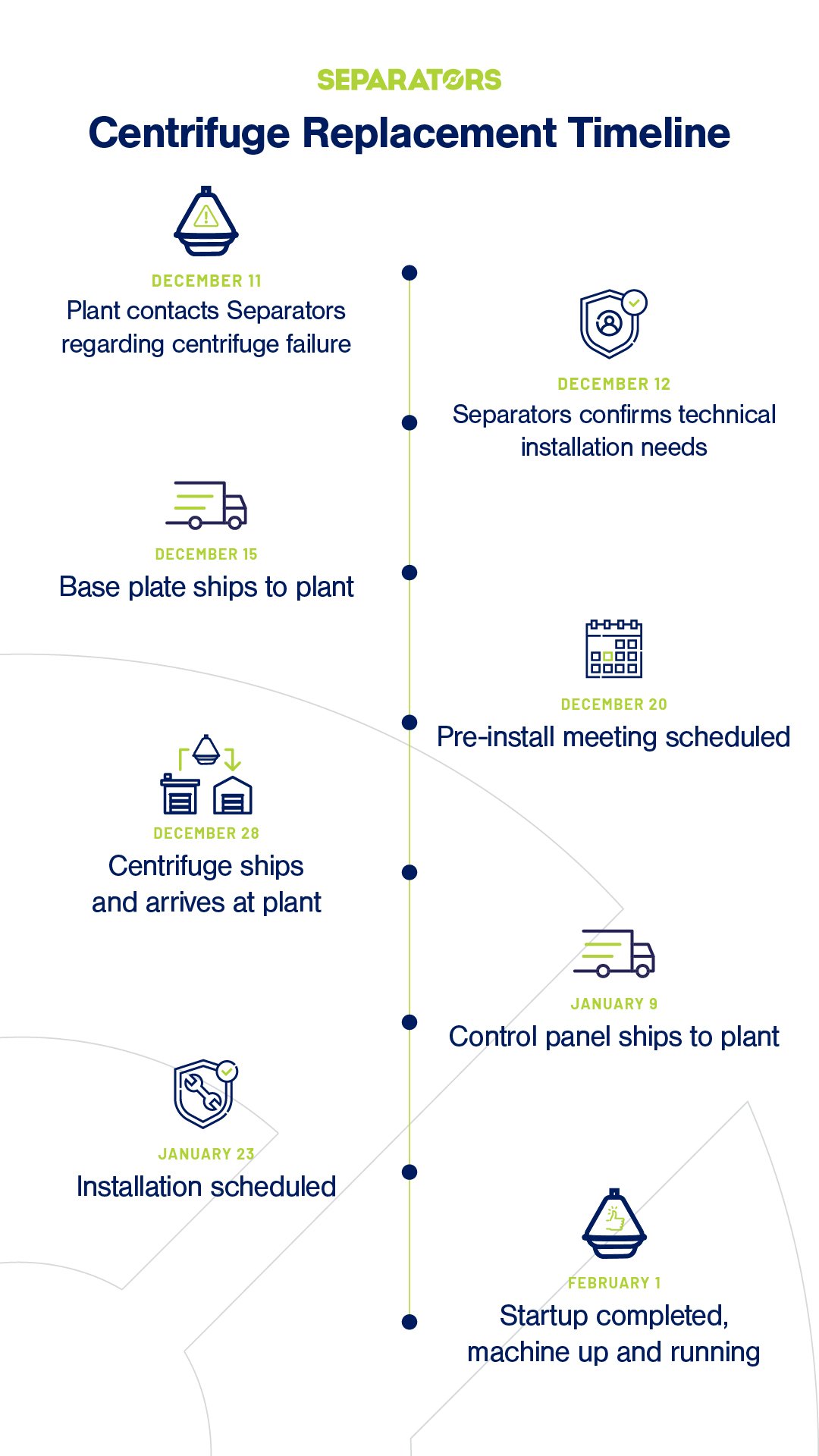
Replaced a Centrifuge in
Just 45 Days



Creating a centrifuge replacement plan in less than 24 hours
By the following morning, the Separators team had identified a CMRPX 618 HGV cold milk separator for remanufacturing that could be prepared to the plant's specs.
Because our team had been servicing Centeron’s centrifuge for several years, we already knew the machine’s configuration requirements. And Centeron quickly got our team any additional information we needed, allowing us to create a solid, executable plan in place less than a day after the original centrifuge's failure.

Committing to a 45-day turnaround
With this quick planning in place, we could commit to a 45-day turnaround — which was just enough time for us to prepare the machine while Centeron prepared their plant for the updated equipment.
In the meantime, the plant was able to arrange a short-term contingency plan with a local dairy plant, which allowed them to purchase skim to keep up with production goals.

Preparing a centrifuge in weeks — not months
Of course, when preparing Centeron’s remanufactured centrifuge, there were several key drivers to ensure that the equipment would meet their needs, including:
- Capacity
- Desired flow rate
- Space requirements and restrictions
- Plant operator’s comfortability operating a centrifuge
- Equipment availability
- Supply and demand for operating water, raw product feed rate, and CIP
Keeping the plant team updated
Throughout the process, we worked with the plant via virtual meetings and frequent calls to ensure the work being completed met both Separators’ and the plant team’s expectations.
To ensure the centrifuge would work when it arrived, we supported the customer with technical drawings and data sheets before the startup. With these resources, they could work ahead and complete steps ahead of time to keep the replacement moving forward.

Replacing a centrifuge doesn’t have to be painful
Centeron could have worked with an OEM to secure their new centrifuge. But the turnaround time would have increased significantly; the OEM would have needed to send a technician to assess the plant, and then the centrifuge would have needed to be built and then shipped from overseas.
Because Separators (and our like-new, remanufactured equipment) is located in Indianapolis, we got Centeron what they needed fast and without the added stress of long timelines, hefty price tags, and multiple points of contact. As an added bonus, they’ll continue to be able to receive fast and intuitive support because we continue to have a deep understanding of their plant and equipment.
Having serviced the centrifuge in the past, we got the plant what they needed quickly, seamlessly, and without taking up any unnecessary time to understand what was needed.
Keep your centrifuge running
Schedule major service today.
