Search Separators
Centrifuges 101: Everything You Need to Know
Centrifuges are the heart of many plants. But what do centrifuges do? How are they used? And how do you improve their efficiency to create safe, consistent products for the lowest cost?
Let’s start at the beginning and take a closer look at everything you need to know about industrial centrifuges.
What are the types of centrifuges?
Two main types of centrifuges are used in industrial plants, and the product being produced in a plant is what determines which type is used.
High-speed vertical centrifuges
High-speed centrifuges allow for continuous, large-scale fluid separation in industrial settings. Running at high RPM (running as high as 26,000 RPM), these centrifuges can clarify milk by achieving full separation of a product. They can handle solid loads of up to 0.5% for solid bowl centrifuges and up to 10% for discharging centrifuges.
Discharging disc stack centrifuge

Discharging disc stack centrifuges include a bowl with perforated holes that allow liquid to pass through the basket as it rotates. This prevents denser solids from passing through the holes. For example, washing machines are considered discharging disc stack centrifuges, allowing water to exit the bowl while keeping the product (your laundry) inside.
Discharging disc stack centrifuges are often used for rendering, separating crystalized sugars from maple syrup, and chemically processing salt.

Low-speed horizontal decanter centrifuges
While high-speed centrifuges do not have the internal space to accommodate a large amount of solids, low-speed horizontal centrifuges, often referred to as decanters, are used for applications that have high solid loads (35%–40% solids). These low-speed centrifuges can maintain dry-solids discharge and often run up to 4,000 RPM; however, they are not built to be used in the clarifying process.
What’s the difference between centripetal vs. centrifugal force?
While they sound similar, centripetal and centrifugal forces are quite different.
Centripetal force points components toward the center of a circle, ultimately keeping an object moving in a circular path. The force acts on the object in a curvilinear motion perpendicular to the direction of the component.

On the other hand, centrifugal force is the sensation that components feel when they are moved in a circular path — therefore, it is not really a force at all, but the result of inertia. Centrifugal force works in the reverse direction of centripetal force. As a result, components will be sent away from the center of a circle when centrifugal “force” is applied.

What are centrifuges?
A centrifugal separator uses centrifugal force to separate different components in fluids. Through rapid spinning, a centrifuge separates contents by density, separating liquids from solids (or lighter liquids from denser liquids).
Centrifuges are used in a wide range of industries, including:
|
Dairy |

Food |

Juice |

Breweries |

Rendering |

Bio-pharma |

Biodiesel |

Industrial Fluid |

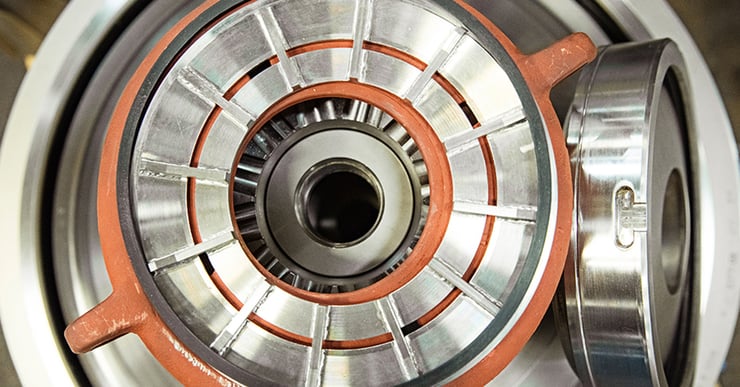
What parts make up a centrifuge?
As you may have guessed, centrifuges require many parts to properly separate liquids.
Some of the most significant components of a centrifuge include the:
- Bowl Assembly (disc stack, distributor, sliding piston, bowl bottom)
- Frame
- Pumps
- Distributor
- Discs

Other common parts of the centrifuge include:
- O-rings
- Inlet outlet gaskets and seals
- Main bowl gaskets
- Bearings
- Frame gaskets
- Spindles
- Gears
How does a centrifuge machine work?
Centrifuges work by using centrifugal force to separate denser liquids or solids from lighter liquids. In fact, centrifugal force isn’t a “force” at all, as separation occurs only because of inertia. The impact of this “force” can reach several thousand times that of gravity, which truly shows the power of this essential piece of equipment.
As a centrifuge spins, solids will pin themselves within a solid holding space, and the lighter liquid will leave through a special filtered passage.
Centrifugation of milk

In the dairy industry, raw milk is fed into a separator, where it goes into the centrifuge bowl, into the feed zone, up the rising channels, and into the separation zone.
Most often, raw milk is separated into skim milk and cream and sent through a standardizer, where fat is added back into the skim milk to create the desired product. Dairy plants might also use their centrifuge to clarify milk and whey, concentrate cream and butter, or help eliminate bacteria within raw milk (also known as bactofugation).
How fast does a centrifuge spin?
Every centrifuge bowl is rated at a certain RPM for efficiency purposes. This speed ensures that the bowl will achieve full separation at the best efficiency. Most plants run their centrifuges at this RPM continuously to keep up with production volumes, stopping only for maintenance and CIP (for which they might reduce the speed by 100-200 RPM).
At Separators, we work on high-speed centrifuges (which can operate with speeds around 8,000 RPM). Low-speed centrifuges run below 4,000 RPM.
How does a centrifugal pump work?
Centrifugal pumps are used for low-viscosity products, including milk. While most people might imagine pumps that use suction to extract liquid from the centrifuge bowl, centrifugal pumps remain stationary and use centrifugal force to generate velocity and direct the flow of the liquid.
Angled slots on the side of the pump, also called impeller vanes, capture liquid as the bowl spins. During this process, atmospheric pressure pushes the liquid through the pump and discharges the fluid out of the bowl.
It’s important to keep in mind that high-viscosity products can cause excessive wear on a centrifugal pump. Plants that switch their recipes or change their flow rate should pay close attention to their pumps, as a pump that is used to produce whey will not handle the same as a pump that is designed to produce milk.
Repairing centrifugal pumps
What many plants don’t know is that even if your pumps are pitting or separating, they can be repaired, saving you the cost of replacing them with new pumps. In fact, repairing a pump often costs half of what it would cost you to buy a new pump.
Because pumps are such an integral part of a centrifuge, it’s important to inspect them at least once every six months to ensure that they are in good working condition.
What to know when buying a centrifuge
Numerous decisions must be made before investing in a centrifuge, including how quickly you need your new equipment and how much you’re looking to spend.
The benefits of remanufactured centrifuges
If you’re looking for a quality, long-lasting centrifuge, consider purchasing a remanufactured centrifuge. In addition to saving you money, a remanufactured centrifuge often allows you to keep both your current infrastructure and, at times, your existing baseplate.

Perhaps best of all, a remanufactured centrifuge can be ready for installation in a few months, versus the up to one year-long wait that many plants face when they purchase a new OEM centrifuge.
How much does a centrifuge cost?
The cost of a centrifuge can vary widely depending on the size and type of centrifuge you want to purchase. Other factors include your flow rate, technology of the centrifuge (e.g., gear, belt, or integrated drive), valving, and automation.
Taking all of that into consideration, centrifuges can cost anywhere from $100K to $1M.

How often do you have to replace your centrifuge?

Like all equipment in your plant, the lifespan of a centrifuge depends on how heavily it is used and how well it has been maintained. That being said, a properly maintained centrifuge can easily last as long as a person’s lifetime.
The most important thing to remember when considering the lifespan of your centrifuge is that skipping regular maintenance won’t save you money in the long run. Regular health checks will help keep your centrifuge up and running longer (and save you a lot of downtime and lost revenue).
How to maintain your centrifuge
Beyond maintaining a production schedule and keeping volume consistent, the cost of maintenance is far less than the cost of downtime due to a malfunctioning centrifuge.
An efficient CIP process is critical to the maintenance of your centrifuge. With proper training, your team can learn to properly complete routine bowl cleanings and maintain a cleaning schedule based on timeframe, hours of usage, or other factors that contribute to buildup in your bowl.
If you’re looking to improve your centrifuge maintenance routine, start by:
- Learning what makes up an effective CIP procedure. Evaluate both the pre-soak and the caustic wash cycles to ensure that they are properly cleaning your equipment.
- Identifying your flow rate. If it is imbalanced with your machine’s rating, you’re likely to encounter production issues and will have difficulty achieving an optimal flow rate.
- Understanding how to spot process problems. When you understand how product input and output can act as indicators of your equipment’s performance, you can improve your capacity, efficiency, and production quality.
- Scheduling maintenance regularly. This will help you catch any emerging issues and fix them before they lead to bigger problems.
- Thinking about whether training could benefit you and your team. Centrifuges are complex pieces of equipment — but they’re vital for producing products. Investing time in your team’s equipment knowledge can help your plant better identify issues and improve centrifuge performance to achieve optimal operations.
 |
 |
Servicing your commercial/industrial centrifuge
While general maintenance will keep your centrifuge in optimal working condition, there comes a time when service is required to get your centrifuge back up to speed. Generally, experts recommend having your centrifuge serviced by an expert every six months.
Telltale signs that your centrifuge requires servicing include:
- Dangerous vibration levels
- Louder-than-usual noise levels
- An inability to flush CIP water out correctly
- An inability to efficiently complete CIP
- Output product not meeting standards
- Production inefficiencies
When you don’t act on these types of problems, they can quickly reduce your production volume — and even bring production to a stop. Maintenance is the easiest way to save money and prevent downtime.
When an expert comes to complete your centrifuge maintenance, they will inspect your equipment to determine if the centrifuge requires:
- CIP improvements, to ensure that the machine is properly cleaned and that no process changes are needed to improve your CIP process
- Calibrating, including running water through the centrifuge and checking for leaks and discharge, as well as adjusting back pressures to reach desired product efficiencies
- New parts, including gaskets, bearings, seals, or anything that is subject to wear and tear

While centrifuge maintenance may feel like another thing to keep track of, it can extend the life of your equipment. When your centrifuge receives routine maintenance, service technicians can catch issues that could eventually become a dangerous problem or require an emergency service visit. When your centrifuge runs at optimal performance, it also optimizes your flow rate and keeps it in good working condition year after year.
What to consider when scheduling maintenance
When you look to schedule maintenance for your centrifuge, it’s important to know what to look for in the provider you select.
Apart from looking at the provider’s experience in serving centrifuges, and researching their testimonials and feedback to see how other businesses have rated their experience with the provider, you’ll also want to consider:
- Parts availability. If you’re in need of replacement parts, you’ll want to know what the provider keeps in stock to determine if they will be able to complete your service in one visit.
- Response time. A centrifuge that isn’t working properly, or is down entirely, is bad for your budget — and for your business. Knowing that the service provider you select can offer emergency services 24/7 will be critical to keeping your production volumes steady and consistent.
At Separators, we provide you with a pre-maintenance checklist. This helps streamline your service visit by ensuring that your team is prepared for the visit and that everything is in place to service your equipment.

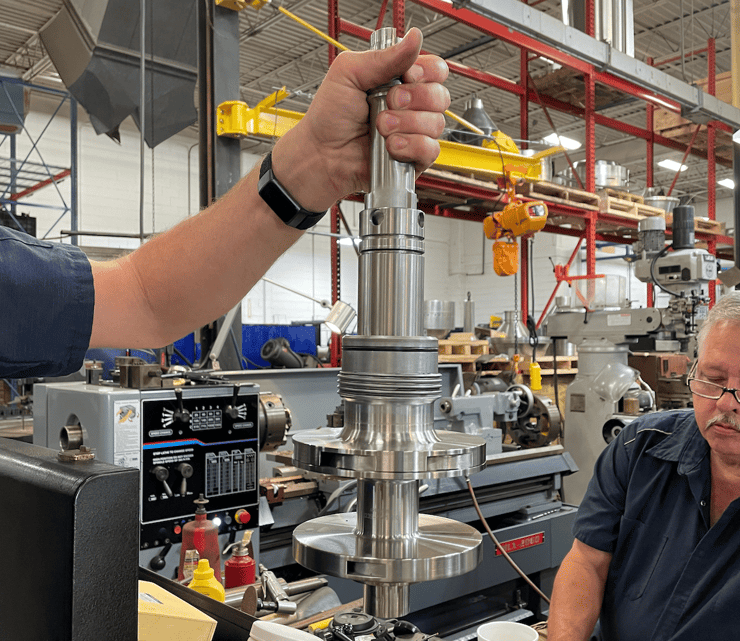
How do you balance a centrifuge bowl?
Centrifuges rely on balance, and they can quickly become the most dangerous piece of equipment in your plant if their balance is thrown off by even a few grams.
No matter how meticulous you are in caring for your centrifuge, your bowl will develop signs of wear and tear over time. So it’s important to have an industry expert balance your bowl. Bowl balancing requires specialized tools and equipment, requiring you to ship your equipment to be cleaned, inspected, and repaired.

How often should you balance a centrifuge bowl?
While every centrifuge may include a different recommendation for bowl balancing, plants should be on the lookout for warning signs that their centrifuge’s bowl isn’t balanced, including:
- Vibrations higher than 2mm/second to 4mm/second (bowls running as high as 5mm/second should seriously consider maintenance, and 7mm/second can warrant shutdown)
- Inconsistent separation of product
- Leaking of product in your solids discharge and/or seal water lines
Most plants are overseeing multiple centrifuges. While OEMs may recommend a particular bowl-balancing schedule, there’s no reason to balance your centrifuge bowl if there is no obvious reason to service it. That being said, there is value in opening each bowl and inspecting it for pitting and other wear and tear during major and minor service visits. This can help you avoid serious problems down the road and help you budget for necessary repairs and bowl rental.
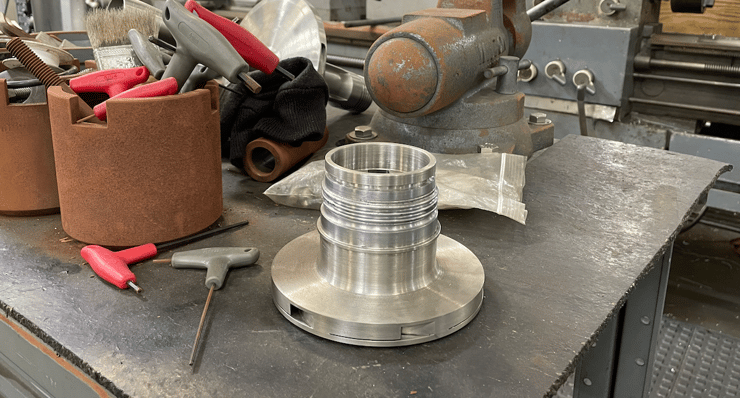
Centrifuge machine repair
Our goal is to maintain your centrifuge so that you don’t need to replace it. That being said, there may be times when your bowl is beyond repair due to:
- Extreme, deep pitting
- Galling
- Visible cracks
- Threadwear beyond repair
- Erosion
Every plant should consult their OEM’s unique specifications to ensure that you are properly servicing your centrifuge in accordance with manufacturing standards. In turn, a good technician will also consult these specifications before working on your equipment.
Many times when plants need to replace their centrifuge, they are looking at big price tags. Remanufactured centrifuges that have been updated to like-new status can be purchased for a much lower cost.
Make your centrifuge more efficient
We’ve covered that one of the main goals of regular maintenance is to help ensure that your centrifuge operates at peak efficiency. But what else can you do to optimize your separation process?
Centrifuge training
It’s difficult to know when something isn’t working if you don’t understand what all goes into proper operation in the first place. That means that your team shouldn’t operate your centrifuge without a deep understanding of how the equipment works.
The best way to help train your team on your centrifuge is to bring in an expert who can open up your centrifuge and show you and your team how to operate, clean, and maintain the equipment. Spending this invaluable time can save a lot of downtime (and costly mistakes and problems) later on.

Create and follow an efficient process
There are a few areas of your separation process that might be costing you. For example, if your values are not correctly set up for your specific production process and flow rate, you could lose out on tens of thousands of dollars every year.
When looking to make your separation process more efficient, consider:
- Your process — Have you changed your product recently?
- Efficiency issues — Do you notice variability in your products?
- Your centrifuge's wear — Is your equipment just out of date and in need of updating/replacing?
- Automation — Are there innovations you could implement to replace your manual processes?
Optimize your dairy separation process
When looking at dairy separation, one of the most important steps you can take is to examine every step of your current separation process. This might mean defining or confirming your product’s viscosity, temperature, pH value, and the specific gravity of your feed product (especially if your product will naturally separate over time).
The amount of raw milk that is processed every day at a dairy plant is immense — and with high volume comes high costs if efficiency protocols aren’t up to par.

To start optimizing your dairy separation process, you’ll want to make sure that you’re:
- Not over- or under-feeding your centrifuge
- Not seeing foam or discharge out of your centrifuge, which can be a signal that air entrapment is occurring in the milk
- Keeping products consistent (and changing your settings before you begin running a new product through your centrifuge)
- Checking your product’s temperature for consistency
- Checking your CIP process to make sure that it’s effective
- Utilizing automations
- Scheduling routine maintenance
By examining each of these areas of your industrial centrifuge, you can operate knowing that:
- Your separation process is efficient and produces consistent products
- You are reducing the energy and water consumption of your centrifuge (and the associated costs)
- You are lowering your operating and maintenance costs
- You are actively reducing downtime and labor costs
Separators is centered on all things centrifuge
At Separators, we service Tetra/Alfa Laval Inc. and GEA equipment. We’ve seen plants that have the most success using these brands of centrifuges and are always ready to help you find the centrifuge that best fits your needs. Check out our available equipment to find quality centrifuges manufactured by our trusted brands.
Ordering centrifuge parts

Need parts for your centrifuge? You’ve come to the right place. We have thousands of parts in stock and ready for shipping, plus we offer:
- 24/7 availability via phone call and form submission
- A 95% fill rate
- Same-day shipping
- The option to pay via credit card
When you work with our parts department, you’ll get speedy customer service from a team that has decades of combined experience working with centrifuges.
What to expect from a Separators service visit
When you partner with Separators for centrifuge service, you get more than timely service — you get the expertise of a team that is dedicated to working on, maintaining, repairing, and optimizing centrifuges.
We offer every service that a centrifuge could ever need, from minor service to shop repair. We tailor every visit to your individual needs to help you get the most life out of your equipment.
 |
To prepare for a Separators visit, check out our pre-maintenance checklist. This will help your visit go smoothly and quickly so that you can get back to business. |
